Notizie aziendali
Come regolare l'errore del valore di visualizzazione della macchina di prova
Tempo di rilascio:2018-11-23 fonte:Jinan Hengsi Shanda Instrument Co., Ltd. Sfoglia:
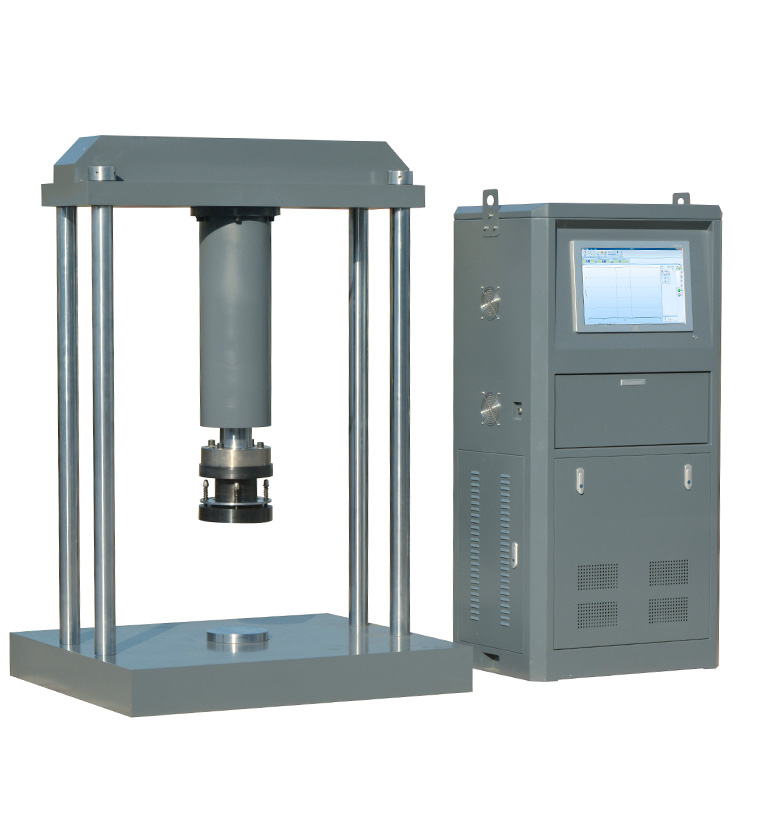
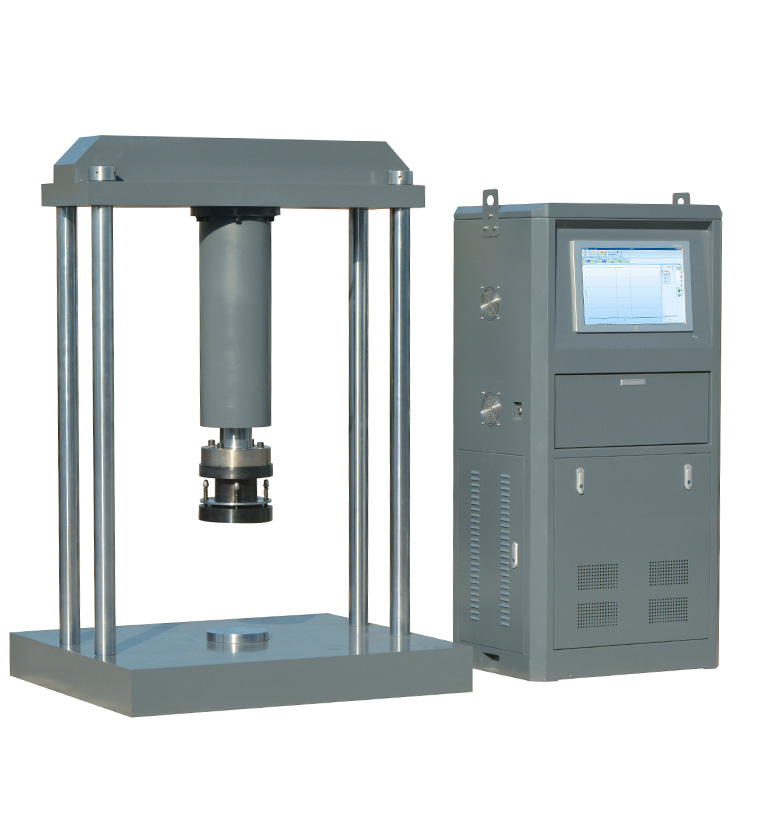
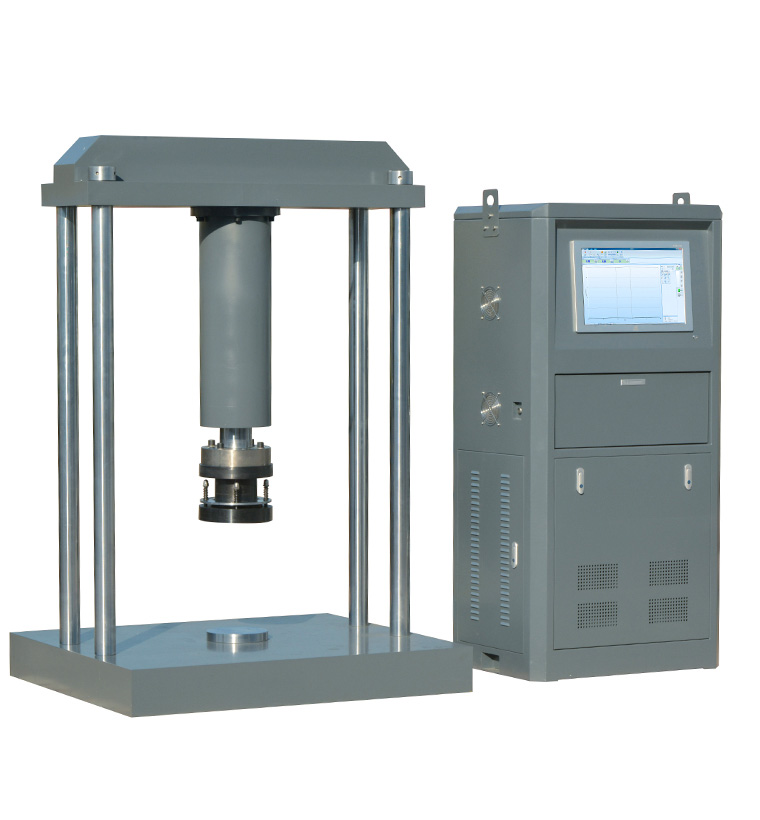
La macchina per test del materiale universale idraulico è uno strumento che si incontra spesso nella verifica della misurazione meccanica. Le norme di calibrazione JJG139-1999 richiedono che il suo errore consentito del valore del display di solito non superi ± 1%. Quando il dipartimento di misurazione conduce la verifica della misurazione, il suo errore di visualizzazione si riflette principalmente nei seguenti modi:
1. La deviazione positiva del valore del display supera la differenza.
2. La deviazione negativa del valore dell'indicatore supera la differenza.
3. L'errore di visualizzazione mostra "Fronte e negativa positivo e negativo in seguito" o "Fronte negativo e positivo in seguito" sul quadrante e alcuni punti superano la differenza.
Alla luce della situazione di cui sopra, l'autore ritiene che debbano essere apportati i seguenti aggiustamenti:
In questo caso: dopo aver confermato che il livello di installazione dello strumento soddisfa i requisiti dei regolamenti, controlla prima se l'attrito nella parte di lavoro è troppo grande. In caso affermativo, il gioco della ruota guida deve essere regolato per eliminare l'attrito. Se necessario, pulire il cilindro dell'olio funzionante. Se c'è ancora una differenza positiva dopo aver eliminato l'influenza dell'attrito, le viti di serraggio dell'asta di oscillazione nella parte di misurazione della forza (meccanismo di lettura) e la piastra di spinta che collega il manicotto deve essere allentata e la piastra di spinta deve essere regolata all'interno. Dopo aver serrato le viti di serraggio, il piccolo disco viene controllato passo dopo passo e ripetuto più volte fino a quando la calibrazione è qualificata. Se il piccolo disco è qualificato e i dischi di grandi dimensioni e medi sono ancora in superamento della differenza, il peso del tallio B e C deve essere adeguatamente aumentato fino a quando la calibrazione non è qualificata.
La seconda situazione: in primo luogo, controlla se il pistone di prova di forza è installato correttamente e se l'attrito è troppo grande. Dopo aver eliminato questo motivo, regolare la piastra di spinta verso l'esterno e regolare il quadrante piccolo per essere qualificato. Se il quadrante grande o medio sta ancora superando la differenza, il peso del tallio B e C deve essere adeguatamente ridotto fino a quando non viene passata la calibrazione.
La terza situazione: in questo momento, è necessario modificare l'angolo della superficie di contatto tra la piastra di spinta e la testa dell'asta del dente. La superficie di contatto è generalmente fissata alla superficie della piastra di spinta con una teglia in acciaio piatto attraverso due viti superiori e inferiori. Il metodo di regolazione è quello di allentare le due viti, imbottire il lato superiore o inferiore della lamiera di acciaio e la piastra di spinta con rame o altri fogli di metallo leggero (imbottiti solo su un lato), in modo da cambiare l'angolo e controllare ripetutamente e regolare fino a quando non è qualificato.
- Articolo precedente:Riepilogo di vari standard di test
- Articolo successivo:Panoramica del dispositivo della macchina di prova
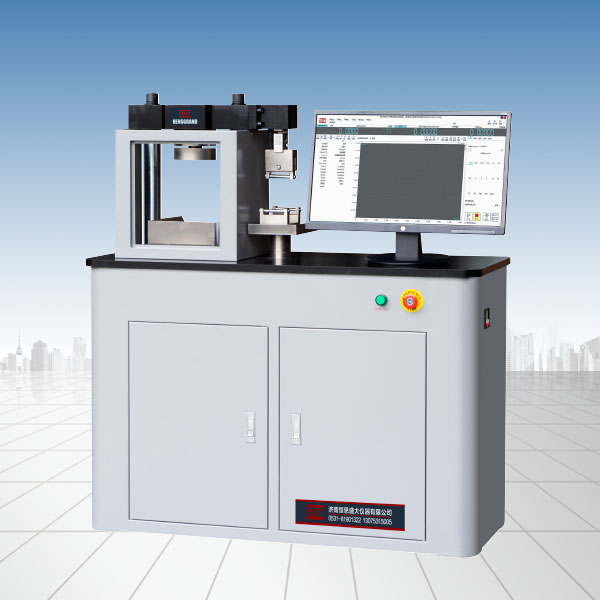
Prodotti consigliatiPRODUCTS